
Яке з'єднання поліпропіленових труб надійніше – види та особливості стикування
Зміст:
Як стикують поліпропіленові труби
Особливості різьбового стикування
Монтаж трубопроводу з частин, які мають різний матеріал виготовлення
З'єднання різьбою пластику та металу
Особливості зварних з'єднань
Як проводиться розтрубне зварювання
Особливості стикового зварювання
Щоб досягти високої якості стикування труб з пропілену, важливо враховувати розміри їх стінок. У такому випадку навіть з'єднання поліпропіленових труб з металевими буде відрізнятися надійністю і довговічністю.
Як стикують поліпропіленові труби
Існує два способи такого з'єднання:
- Різьба. Цей спосіб використовується до труб PN 10, які застосовуються для облаштування холодних водопроводів (до +20 градусів), і теплих підлог (до +45 градусів). Також таким способом можна монтувати труби PN 16: по них зазвичай транспортується холодна вода, що має високий тиск, або теплоносій системи опалення з невеликим тиском.
- Зварювання. Таким чином з'єднують труби PN 20, розраховані на теплу воду до +80 градусів. Вони відрізняються більшою товщиною стінок, порівнюючи з двома попередніми варіантами. Також зварюванням стикують армовані поліпропіленові труби, що застосовуються для організації гарячого водопроводу та центрального опалення. Вони розраховані на воду температурою до +95 градусів.
Одна з причин, чому поліпропіленові труби так популярні – нескладність будь-якого типу їх стикування, яка під силу навіть людині без особливих сантехнічних навичок. Вибір способу з'єднання відбувається залежно від ситуації, з урахуванням технічних можливостей і вміння виконавця.
Особливості різьбового стикування
Даний тип з'єднання реалізується різьбовими фітингами, причому самостійна нарізка різьби на поліпропіленових трубах неможлива. Щоб досягти герметичності та довговічності такого стикування, зазвичай застосовують тефлонову стрічку та ущільнювач. Муфти для з'єднання поліпропіленових труб нескладно придбати в будь-якому будівельному магазині.

Перелік фітингів, що використовуються для різьбового стикування:
- Муфта для пайки
- Косинець на 45 і 90 градусів. Ним можна стикувати будь-які діаметри труб.
- Косинець на три відводи. Діаметр труб має бути однаковим.
- Заглушка.
- Хрестовина.
- Сідло для вварювання. Ним розгалужують трубопровід.
- Муфта комбінована, де на накидній гайці є внутрішня і зовнішня різьба.
- Комбінований трійник, який має накидну гайку і два типи різьби.
- Комбінований косинець, для фіксації змішувача та інших приладів.
- Прохідна водорозетка.
- Кульовий кран паєчного, прямого і кутового типу.
Монтаж трубопроводу з частин, які мають різний матеріал виготовлення
З'єднання поліпропіленових труб фітингами без зварювання з металевими трубами реалізується перехідними особливими фітингами, де одну сторону оснащують муфтою впайки для поліпропіленової труби, а іншу – різьбою (прочитайте: "Види з'єднань труб без зварювання – які бувають, плюси та мінуси").
Крім того, можна застосувати розбірне з'єднання поліпропіленових труб — американку, де є муфта з металевим осердям або поліпропіленовий штуцер. Читайте також: "Варіанти з'єднання поліпропіленової труби з металевою, переваги та недоліки способів".
З'єднання різьбою пластику та металу
Різьбові з'єднання ділянок трубопроводу з різного матеріалу здійснюються за допомогою деталей латунного типу, що мають однотипні нікельовані вставки, для закручування яких потрібні затяжні ключі. Відповіддю на питання, як з'єднувати поліпропіленові труби, щоб досягти герметичності, є застосування нитки або стрічки з тефлону.

Крім того, для досягнення високоякісної герметизації різьбових з'єднань випускається спеціальна ущільнююча паста. Для з'єднання труб існують обтискні фітинги, прес-фітинги та самофіксуючі пуш-фітинги, вироблені в Бельгії. Фітинги обтискного типу потребують пари гайкових ключів. Для прес-фітингів характерна велика надійність і герметичність, однак їх монтаж здійснюється спеціалізованим інструментом.
Встановлення пуш-фітинга проводиться пристосуванням для різання і калібратором, а матеріал виготовлення даного перехідника найбільш екологічний із всіх виробів даного типу.
Особливості зварних з'єднань
Для зварних з'єднань характерна нероздільність, оскільки плавлення сприяє переміщенню макромолекул з одного сегмента, що з'єднується, в інший. Таке явище називають взаємною дифузією. Оскільки електричний зварювальний апарат плавить деталі, що мають ідентичні властивості, це призводить до їх органічного поєднання.
Перелік необхідних пристосувань і матеріалів:
- Спеціальний паяльник.
- Ножівка по металу.
- Ножиці, рулетка.
- Набір поліпропіленових труб і фітингів – з'єднувальних муфт, кутів, кранів, фум-стрічок. Читайте також: "Які поліпропіленові труби та фітинги варто використовувати – огляд асортименту".

У конструкцію зварювального апарату даного типу входить нагрівальний стрижень і спеціальні насадки діаметром 16-40 мм. Загасання індикаторної лампочки свідчить про досягнення оптимальної температури +260 градусів, на що зазвичай йде до 15 хвилин нагріву. Якщо в приміщенні температура повітря опускається нижче нуля, зварювальні роботи краще не проводити. Читайте також: "Як з'єднати поліпропіленові труби – огляд перевірених способів стикування".
Коли потрібно з'єднати труби невеликого діаметра, використовується розтрубне зварювання. В інших випадках роботи проводяться стиковим зварюванням, де не потрібні додаткові деталі.
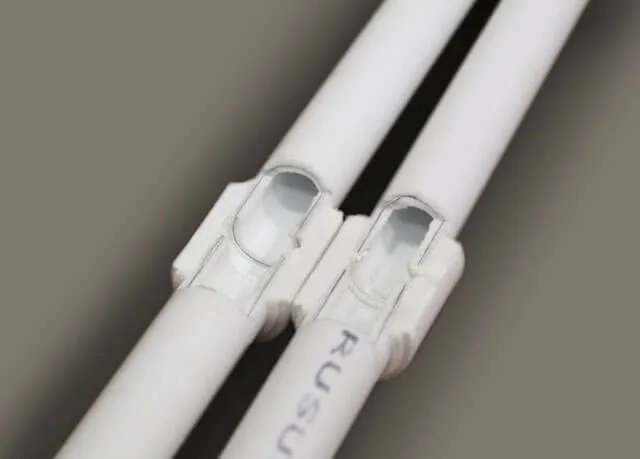
Як проводиться розтрубне зварювання
Стикування поліпропіленових труб розтрубного зварювання починається з нарізки окремих ділянок під кутом 90 градусів. При нанесенні мітки до розтрубної глибини додають 2 мм, після чого деталі розігрівають до потрібної температури. Щоб з'єднати пропілен та алюмінієвий прошарок буде потрібний спеціальний отвір з перфорацією, що послужить підвищенню міцності труби.

Використовуючи фітинг з латунною або хромованою вставкою, труби можна надійно з'єднати з будь-яким сталевим або сантехнічним елементом. Щоб зачищати деталі, оснащені армуванням, краще скористатися спеціальним інструментом – шейвером.
Особливості стикового зварювання
Як з'єднати поліпропіленові труби між собою, використовуючи зварювання стикового типу? Для цього їх стінки мають бути не товще 4-х мм. Першим ділом ділянки стикування торцюють, щоб вони стали повністю паралельними.
Далі слідує процес нагрівання і стикування, для точності якого є спеціальні напрямні. Під час зварювальних робіт важливо провітрювати приміщення.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.