
Як може бути виконана пайка ПНТ труб – надійні та перевірені способи
Зміст:
Різновиди з'єднань труб з поліетилену (ПЕ)
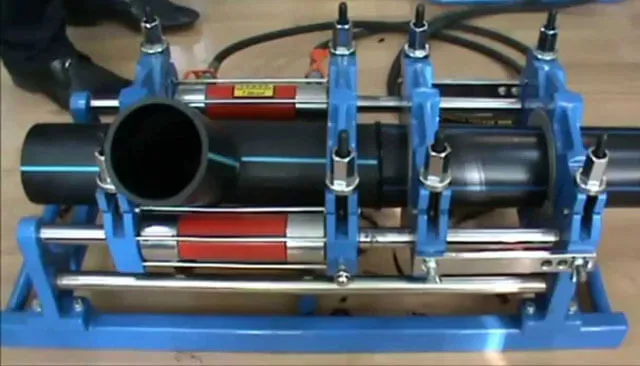
Стикове зварювання поліетиленових труб
Муфтове зварювання труб ПНТ
Електромуфтове зварювання
Вибір способу пайки ПНТ труб
Поліетиленові труби, вироблені головним чином з ПНТ (поліетилену низького тиску), застосовуються в багатьох сферах промисловості, будівництва та побуту завдяки наявності безлічі технологічно вигідних характеристик. Це обумовлює необхідність виробити оптимальні способи їх з'єднання, без чого неможливий процес монтажу та облаштування трубопровідних ліній.

Різновиди з'єднань труб з поліетилену (ПЕ)
Серед різних типів з'єднань між поліетиленовими трубами виділяють роз'ємні та нероз'ємні.
Роз'ємний спосіб дозволяє по закінченні експлуатації розбирати зібрану конструкцію. Відповідно, він оптимальний у тих випадках, коли немає потреби в її тривалому використанні. Подібне з'єднання труб здійснюється за допомогою сталевих фланців.
Більш міцним і найчастіше застосовуваним на практиці є нероз'ємне з'єднання. Воно здійснюється за допомогою зварювання або пайки ПЕ труб, яка може бути стиковою або муфтовою. Обидва способи є ефективними та надійними, дозволяючи отримувати монолітні міцні з'єднання.
Стикове зварювання поліетиленових труб
Для стикового зварювання труб з поліетилену необхідно спеціальне зварювальне обладнання. Даний спосіб з'єднання є ефективним для паяння труб тільки з ПНТ. Універсальність його полягає в тому, що він дозволяє зберігати гнучкість конструкції впродовж всієї довжини. Використовувати цей метод можна як при траншейному, так і при відкритому способі прокладки труб.

Стикова спайка ПНТ труб виконується в наступній послідовності:
- Встановлення решток зварюваних виробів в центраторі зварювального обладнання.
- Вирівнювання і щільна фіксація деталей.
- Зачистка кінцевих ділянок від бруду, пилу, жиру, інших засмічень і нашарувань (здійснюється за допомогою змоченої в спирті бавовняної тканини).
- Обробка кінцевих фрагментів за допомогою торцювального пристрою (торцювання). Процес проводиться до появи рівномірної стружки, що не перевищує 0,5 міліметрів в товщину.
- Витягування заготовок і перевірка торців рукою на паралельність. При виявленні істотного зазору між поверхнями – повторне проведення торцювання до набуття відповідності.
- Розігрів торців заготовочних труб нагрівальним елементом, поверхня якого покрита антипригарним шаром.
- По досягненні деякого оплавлення заготовок – витягнення нагрівального елемента та змикання торців зварюваних труб. Тиск притиску підвищують до тих пір, поки не буде досягнуто повне і міцне змикання. Вироби слід тримати деякий час (зазвичай 5-10 хвилин) до повного затвердіння з'єднання.
- Перевірка якості зварної конструкції. Оцінюється зовнішній вигляд зварних торців, їх відповідність між собою і міцність пайки.
Крім самого зварювального процесу, важливо приділити підвищену увагу попередніми роботами, переліченими в початкових пунктах. Їх слід ретельно виконати до того, як паяти труби ПНТ, оскільки від цього багато в чому залежить надійність і міцність з'єднання.
Обов'язковою умовою для високої ефективності стикового зварювання є його виконання за допомогою одного шва. Тільки в такому разі досягається максимальна міцність зварного з'єднання, інакше вона може виявитися недостатньою.
Муфтове зварювання труб ПНТ
Муфтовий спосіб спайки поліетиленових труб здійснюється за допомогою спеціального пристрою - паяльника, і комплекту спеціальних насадок потрібного діаметра. У процесі зварювання використовуються фітингові вироби: муфти, трійники або куточки. Торці заготовок, що з'єднуються, приварюються до фітингів, які служать в якості з'єднуючих елементів.
Паяльник для труб ПНТ має металеві деталі, що нагріваються, через безпосередній контакт з ними здійснюється розігрів зварюваних виробів. Це, зокрема, дорн, що нагріває внутрішню поверхню фітинга, і гільза, в яку вставляють трубу для нагріву. Дорн і гільза скручуються між собою і встановлюються в отвір паяльника для ПЕ труб.

При наявності необхідного паяльного агрегату можна здійснити пайку ПНТ труб своїми руками. Робота ця не дуже складна, і під силу будь-якому домашньому майстрові.
Перед тим, як спаяти ПНТ трубу своїми руками, слід зробити деякі попередні роботи, зокрема:
- Підрізати заготовки спеціальними ножицями до потрібних розмірів. Зрізи повинні бути чітко перпендикулярні до поздовжньої осі заготовок.
- Очистити торцеві ділянки виробів, що з'єднуються.
- Закрити пробками торці тих труб, які не зварюються наразі, щоб уникнути забруднення та охолодження.
- Очистити нагрівальні поверхні паяльного агрегату від засмічень і частинок, які могли залишитися від попередньої роботи.
Далі можна приступити безпосередньо до процесу пайки, який також складається з ряду послідовних етапів.
- Нагрівання насадочних деталей паяльника до необхідної температури. Коли розігрів досягає необхідних значень, індикатор на корпусі пристрою подає спеціальний сигнал.
- Труба ПНТ до упору вставляється в гільзу, а фітинг також до упору насаджується на дорн. Для виконання цієї дії може знадобитися деяке зусилля.
- В міру вставки труби та насаджування на неї фітинга надлишки розплавленого матеріалу видавлюються назовні з поверхні виробу. В результаті в області зварної кромки формується своєрідний кільцевий валик - грат.
- З'єднуючі деталі знімаються з насадки, після чого труба вставляється в фітинг так, щоб вона щільно стикалася з кільцевим валиком.
- Чекають охолодження зварених труб, не піддаючи їх ніяким зовнішнім впливам.

Після виконання всіх зазначених процедур, процес пайки поліетиленових труб своїми руками можна вважати завершеним. Як видно, він не представляє великої складності, проте додатково слід знати деякі нюанси, які повинні враховуватися при проведенні зварювальних робіт. Насамперед існують спеціальні таблиці, за якими розраховується тривалість процесу пайки для труб того чи іншого діаметра. Потім, щодо муфтової пайки поліетиленових труб інструкція говорить, що натискання при вставці деталей слід припиняти, якщо фітинг і труба досягли упору. Дотримання цього правила є дуже важливим – в протилежному разі міцність з'єднання буде недостатньою. Читайте також: "Як виконується зварювання поліетиленових труб – правила технології процесу".
Зважаючи на те, що виявити точну глибину занурення труби в процесі зварювання важко, слід заздалегідь заміряти її та зробити відповідну позначку на поверхні виробу.
Електромуфтове зварювання
Особливим різновидом муфтових зварних з'єднань ПЕ труб є електромуфтовий спосіб, що дозволяє отримувати конструкції високої міцності. Для його здійснення необхідно використання спеціальної електромуфти для ПНТ, оснащеної закладними нагрівальними елементами. Зварювальний процес здійснюється також з використанням зварних ПНТ-фітингів, забезпечених спіралями для нагрівання. Завдяки розігріву і частковому розплавленню матеріалу фітинга досягається з'єднання з полімерною трубою і формування монолітної конструкції.
Елементи та деталі, використовувані при такому способі, відрізняються досить високою вартістю, однак перевагами електромуфтового зварювання є відсутність утворення грата, що зменшує прохідність труб, і можливість зварювати деталі в обмеженому просторі, де неможливе встановлення габаритної зварювальної апаратури.

Електромуфтове зварювання між ПЕ трубами здійснюється в наступній послідовності:
- Проводиться розрізання труб на необхідні відрізки за допомогою спеціальних ріжучих інструментів.
- Зварювані ділянки виробів і сама електромуфта очищаються від пилу, бруду та жиру.
- Робляться позначки на трубах для контролю глибини вставки в муфту.
- Ті кінці труб, які наразі не піддаються зварюванню, заглушуються, щоб уникнути небажаного охолодження.
- Електромуфта під'єднується до зварювального пристрою за допомогою проводів.
- Здійснюється запуск процесу зварювання за допомогою пускової кнопки пристрою.
- По завершенні зварювального процесу апарат самостійно вимикається.
- Вичікується як мінімум одну годину для затвердіння і повної готовності зварного з'єднання, після чого воно стає придатним до експлуатації.
Важливою умовою для отримання якісного зварного з'єднання є збереження непорушності деталей в процесі пайки та подальшого охолодження. Одним з показників якості зварного шва є товщина валика, яка повинна становити від однієї третини до половини товщини самої труби. Валик повинен перекривати мітку, попередньо зроблену на трубі. Зміщення зварюваних відрізків труб відносно один одного не повинно перевищувати 10 відсотків від товщини їх стінок.
Вибір способу пайки ПНТ труб
Не кожен з перерахованих варіантів може підійти для з'єднання ПНТ труб в тих чи інших умовах. Різні способи мають свої переваги та недоліки, і поряд з цим є ряд факторів, від яких також залежить відповідь на питання, як паяти поліетиленові труби в тій чи іншій конкретній ситуації.
Зокрема, якщо потрібно забезпечити гнучкість всьому трубопроводу без формування жорстких ділянок, тоді найкращим варіантом буде стикове зварювання. Додатковими його перевагами є простота та економічність. Читайте також: "Як випрямити ПНТ трубу – наявні та перевірені способи".

Муфтовий спосіб є оптимальним в тих випадках, коли необхідно провести пайку в важкодоступних для робіт місцях. Оскільки в такій ситуації осьові зміщення виробів відносно один одного утруднені, стикове зварювання стає неможливим, і єдино прийнятним способом є муфтове з'єднання.
У найбільш важкодоступних ділянках при сильній обмеженості місця для робіт проводиться пайка ПНТ-труб електромуфтовим способом. Іншою істотною перевагою такого методу є його простота, що також іноді має важливе значення.
Нарешті, в тих випадках, коли є потреба в одноразовому з'єднанні труб для виконання тієї чи іншої короткострокової роботи, пайка не потрібна зовсім, і можна обійтися тимчасовим роз'ємним з'єднанням.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.