
Як виконується зварювання поліетиленових труб – правила технології процесу
Зміст:
Дифузійний спосіб зварювання ПЕ труб
Обладнання для дифузійного зварювання
Правила проведення зварювальних робіт на ПЕ трубах
Робота з ПЕ трубами за технологією "встик"
Зварювання за технологією "в розтруб"
Алгоритм електромуфтової технології зварювання
Особливості роботи з поліетиленом низького тиску
Нюанси попередньої підготовки до зварювальним роботам
Поліетиленові (ПЕ) труби дуже популярні при створенні трубопроводів різних типів. В статті мова піде про основні способи, якими може бути виконане зварювання поліетиленових труб, і про нюанси кожного з них.
Дифузійний спосіб зварювання ПЕ труб
На сьогодні поліетилен все ще не має такого авторитету, як метал або металопластик, але за фактом його міцнісні та експлуатаційні характеристики анітрохи не гірше. Сучасні технології на етапі виробництва дозволяють зробити ПЕ труби якісними та надійними. Найбільш цікавим способом їх зварювання вважається дифузійний, що не вимагає використання спеціального обладнання. Навіть новачок зможе виконати зварювальні роботи даним способом.

Поліетилен високого та низького тиску (ПВТ і ПНТ) – це одні з найпопулярніших полімерних термопластів, які користуються найвищим попитом при організації різних систем водопостачання, водовідведення і т. д. Відмінною особливістю полімерного матеріалу є те, що при нагріванні він розм'якшується, оскільки втрачається взаємозв'язок ланцюжків молекул між собою. Застигаючи, він повертає собі колишню міцність, ніби трансформації зовсім і не відбувалося.
Саме ця особливість робить поліетилен ідеальним матеріалом для проведення зварювальних робіт на ньому. Під час розм'якшення двох виробів їх можна з'єднати, що після застигання призведе до максимально міцного скріплення. Між двома шматками буде створено надміцний зварювальний шов.

Проводиться зварювання ПЕ труб під відносно низькою температурою у 270 градусів за Цельсієм, що значно полегшує завдання з вибором обладнання і подальшого його використання. Часу для роботи вкрай мало (по кілька секунд на кожний етап) і може коригуватися лише за рахунок зміни товщини трубопроводів.
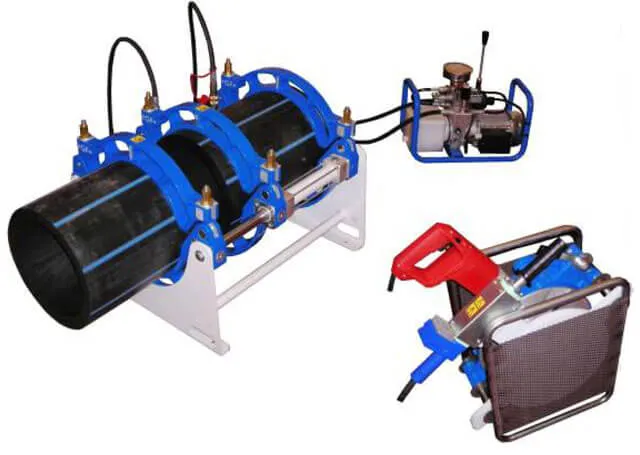
Обладнання для дифузійного зварювання
Вище було сказано, що виконувати цей тип робот досить просто і особливого інструментарію при цьому не знадобиться.
Будуть потрібні наступні пристосування:
- Труборіз. Спеціальна конструкція типу гільйотини, призначена для розрізу труби під прямим кутом в потрібному місці.
- Калібрувальник. Вставляється у трубу форма, що дозволяє відновити вихідний діаметр після того, як було виконане різання.
- Фаскознімач. Фактично це ніж, за допомогою якого знімають фаски на торцевих частинах труб, щоб ті мали певну форму. Вибираючи фаскознімач, потрібно звертати увагу на якість інструменту та фірму-виробника.
- Зварювальний апарат. Влаштування аналогічне паяльнику, що створює високу температуру для плавлення полімерного матеріалу.
- Насадки різних калібрів. Коли застосовується дифузійна технологія зварювання поліетиленових труб - без насадок, що співпадають за діаметрами з перерізом труби, просто не обійтися. З їх допомогою потрібна температура створюється на тих ділянках труб, які згодом повинні бути зістиковані.

Також потрібно подбати про наявність вимірювальних інструментів, різних ганчірок для очищення оброблюваних поверхонь. Щоб встановити насадки на шині зварювального апарату, доведеться використовувати сантехнічні ключі відповідного розміру, а контакти електромуфти можна підганяти за допомогою викрутки. Вартість даного інструментарію досить мала, а найчастіше більшість пристосувань є в будинку в якості підручних.
Правила проведення зварювальних робіт на ПЕ трубах
Коли проводиться зварювання ПЕ труб встик, розрізняють три основні способи:
- в торець;
- в розтруб;
- через муфту.
У кожного зі способів є свої технологічні особливості, але зварювальний процес у будь-якому випадку повинен проводитись з дотриманням низки вимог:
- Для початку потрібно правильно купити поліетиленові труби. Всі вони повинні належати до однієї партії та виробника. Різниця між якісним і бракованим виробом може бути непомітна, тому в будь-якому випадку потрібно віддавати перевагу виробам заводського виробництва. Навіть міліметрова розбіжність у діаметрі двох з'єднуваних труб може привести до дефектів подальшої експлуатації системи.
- Також використання виробів, вироблених в ідентичних умовах, обумовлює повну відповідність труб за хімічним складом і товщиною. Дані показники впливають на час виконання зварювальних робіт, а точніше – на етап розігріву. Невідповідність двох труб одна до одної може призвести до того, що одна з них розплавиться сильніше, а друга, навпаки, не досягне потрібних кондицій. У цьому випадку стикувальний шов буде недостатньо міцним.
- Те, наскільки матеріал буде чистим, також важливо. Будь-яка технологія зварювання ПЕ труб передбачає роботу з ідеально чистою поверхнею. Дрібний пісок, пил, бруд та інші тверді частинки можуть призвести до утворення недостатньо герметичного шва.
- Також важливо враховувати погодні умови при роботі на відкритому повітрі, адже підвищена вологість під час випадання опадів, перегрів елементів під відкритими променями сонця і переохолодження на морозі можуть призвести до погіршення характеристик міцності шва.
- Нарешті, дуже важливим етапом робіт є остигання створеного шва. Аж до повного охолодження розігрітого полімеру потрібно зафіксувати вироби відносно один одного.
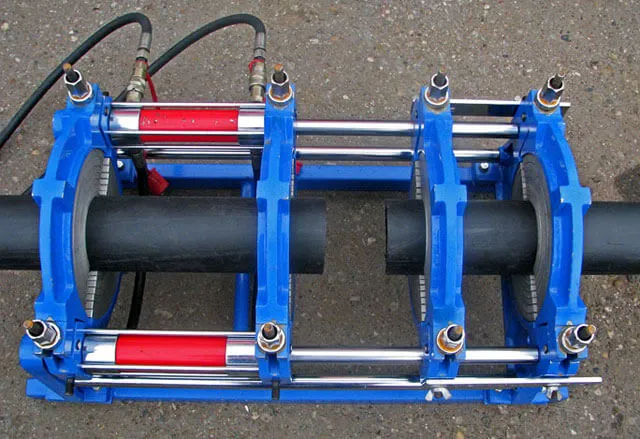
Робота з ПЕ трубами за технологією встик
Конкретний спосіб застосовується для труб з товщиною стінки від 0,5 до 5 сантиметрів. В ході робіт розігріваються торцеві частини труб і з'єднуються між собою під високим тиском, щоб фіксація була максимальною аж до повного охолодження полімерів.
Виконуються роботи наступним чином:
- Обидва торці труб фіксуються в спеціальній конструкції, щоб згодом їх можна було прогріти за допомогою зварювального апарату.
- Зафіксовані труби необхідно обробити за допомогою ножа для фасок. Вирівнювати торці з його допомогою потрібно до тих пір, поки надлишки матеріалу не перестануть заважати створенню рівного стику.
- Потім між виробами вкладається пластина, яка одночасно є нагрівальним елементом, що дозволяє швидко розплавити полімерний матеріал.
- При досягненні необхідних кондицій матеріалу пластину прибирають з проміжку між торцями труб, а їх зводять із поступовим збільшенням тиску аж до максимально міцної фіксації.
Як тільки матеріал охолоне, буде видно дуже міцний і герметичний шов у виді кільця, що оперізує новенький трубопровід.
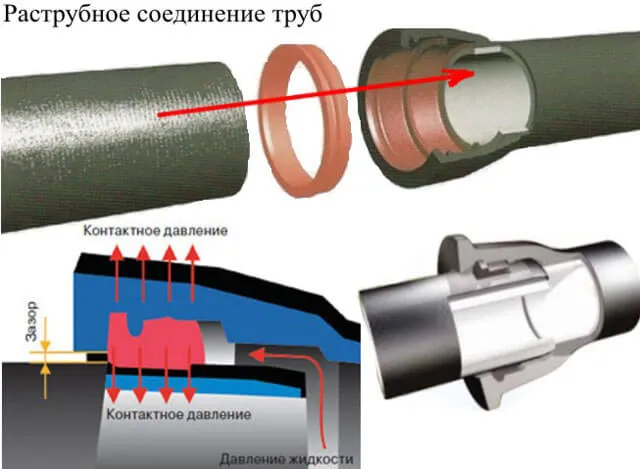
Зварювання за технологією «в розтруб»
Розтруб – це досить відома назва функціональної частини труби, що передбачає її розширення на кінці. Зварювання через розтруб припускає окрім розігріву крайових частин виробів введення меншого з них більше. Розтруб на одну з труб можна приварити, або він там буде зроблений ще на етапі виробництва. Як приварюваний розтруб зазвичай використовують гладкостінну муфту, а вже в ній зварюються дві труби.
У цьому випадку зварювальні роботи обійдуться значно дорожче, ніж у попередньому. Причиною такого зростання ціни є більша кількість створюваних швів і закупівля муфти.
Виконуються роботи наступним чином:
- Труби обрізаються під прямим кутом, а потім вирівнюються до ідеального стану з використанням ножа для фасок і калібрувального інструменту.
- Потім поверхні очищаються від будь-яких типів забруднень, а до зварювального апарату прилаштовується насадка потрібного діаметра.
- Паяльник запускається і прогрівається до потрібної температури. Потім муфту надягають на одну насадку відповідного розміру, а трубу вставляють до чаші насадки, природно, меншого розміру. Як тільки матеріал пом'якшився до оптимальних кондицій, можна зістикувати два елементи.
- Потім залишиться лише ввести трубу в муфту і зафіксувати їх в такому положенні на 20-30 секунд.
Всі наступні шви робляться за аналогією.
Алгоритм електромуфтової технології зварювання
Цей спосіб передбачає наявність у працівника найпростішого трансформатора та самої електромуфти, в якій нагрівальний елемент встановлено спочатку. Процес зварювання здійснюється досить просто: до муфти приєднуються обидві труби, а також на неї подається електричний струм.
Виконуються роботи наступним чином:
- Труби готуються так само як і у всіх попередніх способах, починаючи з обрізки під прямим кутом і закінчуючи зачисткою.
- Труби вводяться в електричну муфту, і на неї подається струм від трансформатора.
- Коли з'єднані труби охолонуть, можна відключати проводку, але муфта залишиться в якості елемента, єдиного з трубопроводом.

Насправді електромуфтове зварювання труб досить просте, але вимагає значних грошових вкладень, оскільки муфта є одноразовим виробом із досить дорогою начинкою у вигляді нагрівальних пластин.
Особливості роботи з поліетиленом низького тиску
На сьогодні ПНТ дуже популярний, як матеріал, який виступає в якості заміни залізним, чавунним або пластиковим трубам. Його перевага очевидна – це довгий експлуатаційний термін. Монтуються вироби з такого матеріалу досить просто, якщо враховувати широку функціональність сучасних апаратів, які використовуються при зварюванні.

Варто знати про деякі нюанси, щоб зварювання поліетиленових трубопроводів дало якісний і надійний результат:
- Починається все з підготовки робочого місця. Для цього необхідно прибрати все зайве, а також відчистити його від пилу, сміття і т. д. Потім в максимальній доступності розташовуються всі використовувані в роботі інструменти.
- Кожен елемент, що використовується в процесі зварювання, будь то труба або фітинг, повинен бути очищений від будь-яких видів забруднень.
- Потім труби та фітинги з'єднуються між собою.
- Не можна забути про підготовку країв виробів. Всі вони повинні бути обрізані під потрібним кутом і зачищені від надлишків матеріалу.
Найчастіше виробник додає до своєї продукції інструкцію по експлуатації, що дозволяє ретельно доглядати за трубами. У цьому випадку зварений трубопровід служить максимально довго та ефективно.
Нюанси попередньої підготовки до зварювальних робіт
Кажучи про те, як зварити поліетиленові труби в домашніх умовах, потрібно враховувати не тільки правила користування, але й техніку безпеки при роботі зі зварювальним обладнанням.
Запорукою успіху є проведення підготовчих робіт:
- Кожен вузол зварювального обладнання повинен бути ретельно очищений і перевірений на предмет наявності дефектів, які можуть позначитися на якості та безпеці робіт, що проводяться.
- Вся проводка та заземлення повинні бути перевірені на предмет дефектної або зовсім відсутньої ізоляції.
- Паливні агрегати необхідно дозаправляти або видаляти з них старе застояне паливо і заливати нове.
- Обов'язково проводити контрольний запуск обладнання, щоб переконатися в її працездатності.
- Рівень масла в гідравлічній системі зварювального апарата необхідно перевірити й з ним виконати ті самі дії, що і з паливом.
- Якщо зварювальний апарат є мобільним, то його переміщення повинно виконуватися вільно, щоб роботи виконувалися без затримок і без ризику для оператора встановлення.
- Ножі торцювального пристрою повинні бути відточені до ідеального стану, щоб процес обробки труб і фітингів відбувався оперативно, а в результаті виходили якісні вироби.
- Кожне контрольно-вимірювальне обладнання повинно бути справним.
- При роботі з ПНТ необхідно заздалегідь придбати в потрібній кількості затискачі та редукційні вкладиші, діаметр яких повинен відповідати перерізу труб.
- Кожну деталь, яка піддається тертю, слід ретельно змастити. Однак навіть при виборі мастильної суміші потрібно звертати уваги на вимоги, висунуті виробниками труб.
Підсумок
Дотримуючись всіх правил та інструкції, наведених в статті, можна отримати якісне з'єднання для поліетиленових труб. Спосіб того, як зварити поліетиленову трубу, повинен обиратися за основним критеріям: простота реалізації та доступність для працівника з фінансового боку питання. Найкраще довірити роботу фахівцеві, який візьме на себе відповідальність за всі етапи – від закупівлі необхідних матеріалів і обладнання до проведення зварювальних робіт та введення системи до експлуатації.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.