
Яке зварювання водопровідних труб краще – види та особливості зварювання
Зміст:
Види зварювання
Особливості зварювання водопровідних труб
Зварювальні роботи встик
Обробка крайок
Початковий нагрів труб
Ручне дугове зварювання
Зварювання труб з водою
Всю трубопровідну арматуру можна зібрати воєдино зварюванням. Таке кріплення вважається одним з найнадійніших, які не потребують впровадження додаткових пристосувань. Зварювання водопровідних труб − явне підтвердження зазначеному вище.

Види зварювання
Технологічний процес зварювання складових трубопровідної арматури може бути:
- термічним;
- термомеханічним;
- механічним;
- електромеханічним.

Своєю чергою, термічне зварювання, яке насправді являє собою плавлення, класифікується як:
- лазерне;
- електронно-променеве дугове;
- газове;
- плазмове й т. д.
Завдяки магнітокерованій дузі можна виконати термомеханічне зварювання. Останнє буває стиковим і контактним.
Особливості зварювання водопровідних труб
Механічний процес зварювання можна провести способом тертя і вибуху.
Згідно з категорією носія, зварювальні методи класифікуються за типом:
- лазерні;
- газові;
- дугові;
- плазмові.

Згідно з вимогами отримання стикувального шва, зварювання буває:
- вільним;
- примусовим.
Захистити зону зварювання можна за допомогою:
- газів;
- дроту-електродів;
- флюсу.

Технологічний процес зварювання постійно автоматизується і механізується, тому класифікується, як:
- ручний;
- автоматизований;
- механізований;
- роботизований.
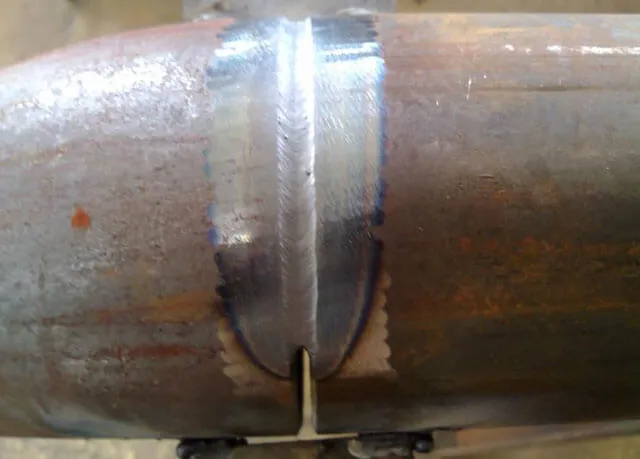
Зварювальні роботи встик
Якщо ви стикуєте вироби з нержавійки, то краще застосувати дуговий спосіб. При зварюванні труби з водою, яка є частиною єдиної магістралі, у 60 відсотках випадків фахівці вдаються до автоматичного дугового варіанту під флюсом.
Якщо з якихось причин механічний метод недопустимий, то зварювання виробів краще виконати ручним дуговим. Тоді шов може приймати різні положення в просторі: бути вертикальним, нижнім, стельовим. При механічному або автоматизованому способі зварювання електроди рухаються по колу суміщення. Їх швидкість досягає 8-20 м/год, при ручному варіанті − 20-60 м/год.
При наявності газового захисту можна скористатися:
- активними та інертними газами;
- їх одночасним змішуванням.
В даній ситуації електродом може бути як інструмент, що плавиться, так й інструмент, що не плавиться.
До дугового методу з газовим захистом вдаються, коли арматура водопроводу стикується в різних положеннях.
Обробка крайок
Перед тим, як варити труби опалення, потрібна обов'язкова перевірка на наявність сертифікатів якості, відповідність ТУ та монтажного проєкту. Необхідно ретельно перевірити, чи відрізняються крайки з'єднувальної арматури трубопроводу за формою і розмірами. Якщо ні, то необхідно досягти даних характеристик шляхом додаткової механічної обробки.
Для цієї мети з труб невеликого діаметра можна пройтися фаскознімачами, торцювальниками, труборізами або шліфувальними машинками. Якщо діаметр трубного виробу великий, то краще скористатися гідроабразивною різкою, фрезерним пристроєм або шліфувальною машинкою.
При обов'язкових захльостах або врізці котушок можна вдатися до термічних методів зварювання, наприклад:
- повітряно-дугове різання з наступним шліфуванням виробу на величину не більше пів міліметра;
- газокисневе з подальшою обробкою країв абразивом;
- різання і стругання особливими електродами без механічної обробки;
- повітряно-плазмове різання з обробкою, що не перевищує міліметр.
Особливу увагу необхідно звернути на обов'язкове очищення труб від сміття перед монтажем і подальшу обробку країв і прилеглої площини до десяти міліметрів.
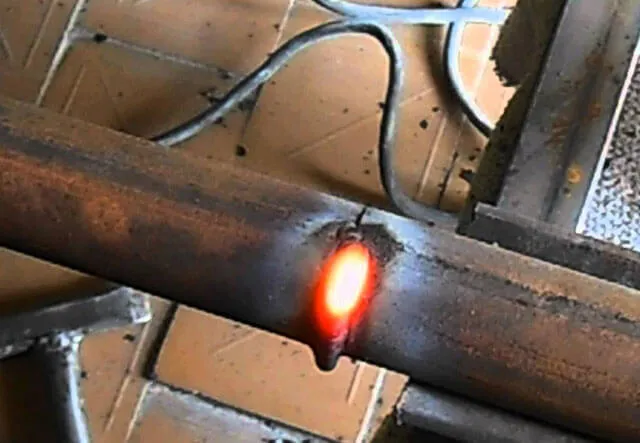
Початковий нагрів труб
Завдяки стартовому підігріву можна досягти правильної терморегуляції в ході зварювальних робіт. При цьому швидкість охолодження металевих виробів взаємопов'язана з характеристиками зварювального шва при температурі 500-800°C.
Якщо по закінченню процесу зварювання матеріал труби швидко охолоне, то вийде досить міцна, але не пластична структура.
За бажанням можна змінювати швидкість охолодження крайок, але для цього потрібно:
- коригування їх початкової температури;
- підігрів;
- облік товщини стінок складових водопроводу.

За допомогою початкового підігріву створюються комфортні умови для активної евакуації зі зварювальної зони та стику дифузійного водню, а також виріб більш захищений від виникнення тріщин.
При коректному визначенні потрібної температури початкового підігріву особливу увагу слід приділити таким параметрам, як:
- структура матеріалу;
- товщина стінки;
- температура зовнішнього повітря;
- різновид покриття електрода.
Підігрів і підтримку стабільної температури в місці зварювального стику забезпечують газові або електронагрівачі. Місцем нагріву називають площу виробу, що становить близько 75 мм від стику в кожну сторону.
Ручне дугове зварювання
Щоб зрозуміти, як варити трубу з водою, краще скористатися ручним дуговим способом. В ході цього процесу поєднуються деякі секції або складові єдиної трубопровідної арматури, можна перейти через усілякі бар'єри, кранові вузли, захльости, котушки, відведення та ін.
Вибір числа електродів знаходиться в прямій залежності від різновиду самих інструментів і об'єму металу, що підлягає плавленню. Також від матеріалу з'єднуваної арматури залежать технологічні нюанси самого процесу ручного дугового зварювання.
Перед процедурою потрібно, визначившись з правилами експлуатації та маркою сталі, правильно підібрати матеріали. Потім зробити грамотний вибір обладнання, методики та плану подальших дій. Нерідко розмір поперечного перерізу і товщина стінки знаходяться в прямій залежності від цих параметрів.
Зварювання труб з водою
У цій ситуації прийнятні три варіанти, що безпосередньо залежать від виду електродів, які можуть бути:
- газозахисні;
- з покриттям.
Зварювальні роботи можуть проводитися і з одночасним використанням двох видів електродів: першого − газозахисного типу, яким потрібно пройти у стику кореня і в гарячому проході; другого − з покриттям − для облицювальних і заповнювальних виробів.
При провадженні зварювальних робіт за допомогою електродів газозахисного типу рухи коливального типу відсутні, а край інструмента для зварювання спирається на краю трубного виробу. Роботи здійснюються під напругою від 75 Ст.

Якщо діаметр електрода 3,25 мм, то сила струму може бути 110 ампер, якщо 4 мм − 120 ампер у напіввертикальному положенні та 160 ампер − в нижньому. В інших випадках сила струму може варіюватись від 100 до 140 ампер. При цьому швидкість зварювання коливається від 16 до 22 м/год.
Ведення зварювальних робіт з електродом з покриттям відбувається, на протилежність першому варіанту, з коливальними рухами знизу догори. Від поділу ширини шва залежить величина амплітуди. Нерідко, коли потрібно багато зварювання одночасно на різних ділянках, вдаються до послуг декількох фахівців, які застосовують поточно-розчленувальний спосіб. При великогабаритних трубних виробах зварювальні роботи можуть виконувати навіть чотири працівники. Якщо ж у наявності тільки пара людей, то краще вести різнобічні дії знизу вгору від надира. Потім кожен наступний шар зміщувати від низу обладнання приблизно на 50-60 міліметрів.
Дотримуючись всіх наших рекомендацій ви зрозумієте, як правильно варити труби опалення, а сам процес вам не здасться складним для виконання.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.