
Які бувають праски для паяння труб – варіанти, переваги та недоліки, способи використання
Зміст:
Які бувають праски для зварювання поліпропіленових труб
Технічні характеристики
Країни-виробники
Влаштування та комплектація праски
Як проводяться зварювальні роботи для поліпропіленових труб
Рекомендації з експлуатації
На зміну металевим трубопроводам в системах подачі води та відведення каналізаційних стоків приходять поліпропіленові вироби, які характеризуються тривалістю експлуатації та простотою встановлення. Для стикування окремих ділянок такого водопроводу між собою існує спеціальна праска для спаювання пластикових труб: якість отриманих з його допомогою стиків буде така само надійна, як і суцільні проміжки.

Які бувають праски для зварювання поліпропіленових труб
Дані прилади можуть бути ручного або механічного типу. Механічними прасками в основному комплектуються різні будівельні організації, які займаються встановленням комунікаційних та інженерних систем, а також їх переоснащенням. За допомогою цього стаціонарного різновиду обладнання виконується зварювання труб з поліпропілену значного діаметра. Переносна праска для паяння труб підійде для вирішення невеликих побутових проблем: найчастіше мова йде про стикування виробів діаметром до 50 мм. Конструкція такого паяльника дуже проста.
Вона складається з розташованого по його осі нагрівального стрижня і комплекту насадок під різні діаметри труб і фітингів. Джерелом для живлення нагрівального елемента виступає звичайна електрична мережа 220 В: саме з її допомогою полімерні вироби розігрівають до потрібної температури.
Найкраще, якщо в подібній роботі братимуть участь дві людини, одна з яких буде нагрівати труби паяльником, а друга – з'єднувати їх.
Технічні характеристики
При виборі відповідного приладу для паяння труб слід враховувати наступні параметри:
- Потужність. Найважливіший технічний показник, який чинить прямий вплив на якість роботи інструменту. З його допомогою визначаються не тільки максимальні розміри з'єднувальних труб, а також те, скільки праска для зварювання труб буде нагріватися та якою температурою можна оперувати під час роботи. Якщо мова йде про труби діаметром до 100 мм, то оптимальним показником потужності буде 850 Ватт. Вироби цього типу є найбільш популярними для використання вдома. Що стосується професійних інструментів, то вони мають потужність в межах 1,5-3 кВт, і володіють більш вузькою спеціалізацією. В цілому розібратися, як їх використовувати, не складе великої праці. Щоб розрахувати необхідну потужність паяльника, застосовується проста формула, де показник діаметра труби множать на 10: отриманий результат і є мінімальною потужністю в ватах.
- Робоча температура. Нижньою межею вважається температура +230 градусів, але щоб отримувати стики гарної якості, краще брати праску для ПВХ труб з робочою температурою +260 градусів.
- Комплектація насадками. Праска для труб з поліпропілену може комплектуватися як основними, так і додатковими насадками. Найкраще, якщо насадка під кожен конкретний діаметр буде представлена у двох примірниках, щоб можна було нагрівати кожну з'єднувану частину труби окремо. Як правило, паяльники професійного типу можуть поєднувати одночасно дві та навіть три пари таких насадок, що дає можливість швидко виконувати значні обсяги робіт. Дані прилади досить дорогі. Найчастіше набори насадок містять найбільш типові діаметри, які мають водогінні та інші труби. Найпростіші з них комплектуються насадками малих перерізів, придатних для зварювання побутових трубопроводів.
Однак більш практичним вважається використання середньої комплектації приладу. Такі паяльники реалізуються у валізах, де додається також 4-5 насадок, розрахованих на облаштування магістралей діаметром 20-40 мм Якщо праска для спайки труб придбана для здійснення постійної професійної діяльності, то краще відразу робити вибір у бік пристроїв з іншими типорозмірами насадок. У цьому відношенні оптимальним варіантом буде т. зв. «набір спеціаліста». Найчастіше насадки виготовляються з тефлону, звичайного або металізованого типу. Для останнього варіанту характерний більш тривалий термін служби та високий ступінь надійності. Дуже важлива наявність в комплекті спеціального футляра, де насадки будуть зберігатися і оберігатися від негативних зовнішніх впливів. - Форма нагрівального елемента. Цей параметр має безпосередній вплив на кількість одночасно використовуваних насадок, що дає можливість значно спростити роботу з трубами різного діаметра.

Не секрет, що багато відомих брендів практикують збирання своєї продукції на інших континентах. Тому, купуючи праску для ПП труб, цей нюанс краще уточнювати: від нього багато в чому залежить якість приладу.
Країни-виробники
Список неофіційного рейтингу інструментів за країною-виробником має наступний вигляд:
- Чехія. Такі чеські паяльники, як Дитрон, належать до лідерів обладнання для стикування поліпропіленових виробів. Для цього приладу характерна відмінна якість і відмінні функціональні характеристики. При цьому ціна на чеську продукцію не дуже висока.
- Туреччина. Непогана альтернатива чеським аналогам, проте перед покупкою конкретної моделі краще ознайомитися з відгуками на інтернет-форумах. Турецьке обладнання може зустрічатися в дуже різній якості, тому бажано перестрахуватися. Добре зарекомендувала себе праска для пайки поліпропіленових труб Candan: з її допомогою можна з'єднувати пластикові трубопроводи діаметром 16-160 мм. Температурний режим розрахований на показники до +320 градусів, з повною комплектацією всіма необхідними для роботи інструментами. Цей прилад характеризується гарною надійністю при невисокій собівартості. Для паяльників Kalde характерна гарна довговічність (від 3-х і більше років), а також привабливий і зручний дизайн.
- Китай. Попри усталені стереотипи щодо китайської продукції, коли дешевизна товару найчастіше стає поряд з його непередбачуваністю, окремі моделі приладів для пайки поліпропіленових труб все-таки варті уваги. Найчастіше їх випускають європейські та вітчизняні виробники, які розмістили в Китаї свої виробничі потужності. Виготовлення продукції на таких підприємствах здійснюється під власним контролем якості. Серед подібних паяльних прасок особливо виділяються Енергомаш і Sturm.

Особлива увага при здійсненні покупки приділяється супровідним документам. Також допоможе зовнішній огляд виробу, оскільки будь-які вади добре видно на його поверхні. Ці прості поради значно знизять ймовірність придбання підробки.
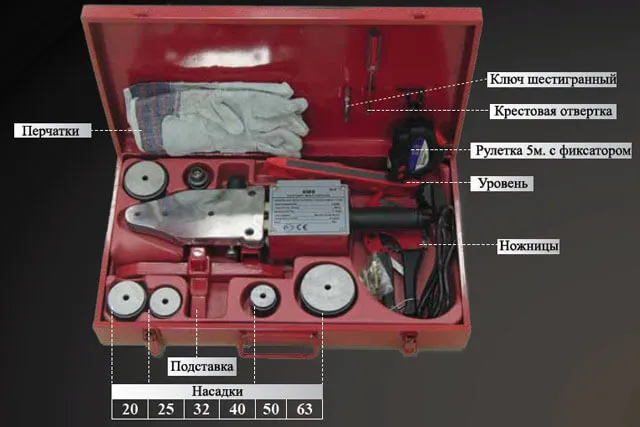
Влаштування і комплектація праски
Зварювальна праска для поліпропіленових труб дає можливість досягати високої якості стикування окремих ділянок магістралі. Незалежно від моделі приладу, всі пристрої цього типу складаються з нагрівального елемента та системи регулювання температури.
Крім того, вироби комплектуються також вищевказаними насадками та підставкою. Поряд з цим у продажу є повноцінні монтажні набори, у складі яких, крім паяльників та їх комплектації, є всі необхідні інструменти для монтажних заходів даного типу.
Як проводяться зварювальні роботи для поліпропіленових труб
Якщо потрібно з'єднати між собою вироби з діаметром менше ніж 63 мм, зазвичай застосовується розтрубне зварювання. Це передбачає оснащення місць стикування спеціальними фітингами, а до них вже приварюють труби. Що стосується елементів з великим діаметром, то для їх стикування застосовують стикове зварювання.
У будь-якому випадку, якщо мова йде про деталі діаметром понад 40 мм, рекомендується застосовувати праску для спайки труб з можливістю центрування.

Технологія пайки включає в себе кілька етапів:
- Підготовка приладу. Паяльник повинен бути встановлений на рівній надійній поверхні, в безпосередній близькості від місця зварювальних робіт. Оскільки в апаратах цього типу застосовується рівномірний нагрів, то специфіка розташування нагрівального елемента не здійснює помітного впливу на температуру насадки. Для їх встановлення в комплекті є спеціальні ключі. За допомогою регуляторів виставляють потрібний показник робочої температури: у випадку з поліпропіленовими трубами це +260 градусів. На розігрів приладу йде приблизно 15 хвилин. Працювати в умовах мінусових температур забороняється.
- Підготовка труб. Зварювані ділянки потрібно обрізати під прямим кутом, для чого застосовують труборіз або спеціальні ножиці. Отриманий зріз потрібно почистити та знежирити разом з фітингом: для цих цілей підійде мильний або спиртовий розчин. Деталі повинні добре просохнути. Якщо мова йде про труби PN 10-20, ніякі додаткові роботи не потрібні. У випадку з PN 25 проводиться додаткове очищення верхніх алюмінієвих і поліпропіленових шарів. Також заздалегідь створюється схема з'єднання, із зазначенням всіх габаритів і даних. Важливо взяти до уваги, що нагрівання поліпропіленових труб може скорочувати їх розміри на 1-1,2 мм Особливо актуально це на етапі кріплення фітинга.
- Нагрівання деталей. Їх потрібно одягнути на відповідні насадки, якими забезпечена праска для паяння труб. Глибина зварювання встановлюється спеціальним обмежувачем, що знаходяться в гільзі під труби. Для фітинга передбачений дорн. Розігрівати деталі потрібно в чітко обмеженому часовому проміжку, для визначення якого існують спеціальні таблиці. Робоча температура повинна бути встановлена максимально точно, в іншому випадку перегрів може призвести до закупорки труб, а надто низький нагрів – до поганої якості стикування. Нерідко бувають ситуації, коли на певній відстані від місця нагрівання на трубі починають з'являтися кільця: важливо, щоб розміри з'єднувальних ділянок при цьому не зазнавали змін. Оскільки фітинги володіють більш товстими стінками, ніж звичайні поліпропіленові труби, їх необхідно встановити на розігрів раніше. Тільки таким чином може бути досягнута однаковість зварювання.
- Спайка елементів. Після того, як деталі досягнуть потрібної температури, їх потрібно швидко винести з приладу і з'єднати між собою, дотримуючись при цьому необхідної співвісності. Під час цієї процедури будь-яке провертання або згинання трубок заборонено. Торці заготовок під час стикування повинні знаходитися в чітко перпендикулярному один до одного положенні: при дотриманні цієї умови досягається висока міцність з'єднання. Крім того, важливо суворо спостерігати глибину входу труби в розтруб фітинга, не перетинаючи його внутрішній кордон. Протягом усього процесу важливо дотримуватись акуратності, використовуючи для підвищення точності спеціальні пристосування. Найпростіші з них – косинець, лінійка, схил і т. п. За орієнтир нерідко береться лінія, накреслена по самій трубі.
- Охолодження стику. Нагріті елементи повинні повністю охолонути: особливо це стосується труб з тонкими стінками. Допускати будь-якого роду деформації на цьому етапі суворо забороняється, інакше внутрішній просвіт труби може просто закритися. Коли деталі повністю охолонуть, їх продувають або пропускають по ним воду, тестуючи таким чином їх прохідність.
Рекомендації з експлуатації
Рекомендації з використання паяльних прасок для отримання якісних з'єднань поліпропіленових труб відрізняються значною простотою. Це дає можливість проводити подібні роботи самостійно, навіть при відсутності спеціальних навичок. Досвідчені майстри зазвичай рекомендують після зварювання першого стику провести його розрізання, для контролю за якістю проведеної роботи. Таким чином можна якнайшвидше помітити всі допущені помилки та внести необхідні коригування в подальший процес.
Для монтажних робіт у власному помешканні практичніше застосовувати ручні прилади: їх можна недорого придбати або взяти напрокат. Новий паяльник краще відразу протестувати, виконавши з його допомогою якусь нескладну операцію: якщо випробування пройшло успішно, надалі можна не турбуватися про його ефективність при стикуванні поліпропіленових труб.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.