
Які бувають пальники для пайки мідних труб і як їх використовувати
Зміст:
Способи паяння труб і види припоївЩо потрібно для пайки
Різновиди газових пальників
Газові пальники зі стаціонарними та одноразовими балонами
Вибір пальника
Правила пайки
Алгоритм пайки мідних труб
Основне завдання під час облаштування трубопроводу — гарантувати надійне з'єднання складових елементів конструкції. Найпростішим і надійним способом довговічного з'єднання труб є капілярна пайка, виконувана за допомогою відповідних інструментів — паяльника для мідних труб, труборіза, фаскознімача та розширювача. Замість паяльника можна використовувати газовий пальник для пайки мідних труб, а в окремих випадках будівельний фен або простий паяльник.

Способи паяння труб і види припоїв
Суть процесу пайки полягає в скріпленні елементів облаштовуємо конструкції за допомогою додавання між ними розплавленого розчину речовини — припою. Після охолодження з'єднання виходить нерозбірним, припій для пайки міді твердо фіксує деталі.
Температура, при якій плавиться припій, повинна бути нижче, ніж відповідний параметр скріплюються елементів, причому капілярний ефект дозволяє досягти рівномірного укладання припою по всій площі контакту деталей.
Додатково для покращення адгезії (поверхневого зчеплення) елементів можна використовувати флюси та попередньо очищати поверхні.
Пайка мідних трубок може здійснюватися двома способами:
- При низькій температурі. Метод підходить для облаштування побутових комунікацій. Використовується або твердий припой, розігрітий понад температури 450°C, або м'який — до 400°C.
- При високій температурі. Потрібен для облаштування систем, що піддаються великим навантаженням. Температура застосовуваного припою досягає 600-900°C.
М'які припої — це дроту з легкоплавких металів (олова, свинцю, їх сплавів; іноді додаються срібло й інші елементи). Діаметр такого дроту — 2-3 мм.
Тверді припої являють собою стрижні, характеризуються підвищеною температурою плавлення і здатність витримувати високий тиск під час роботи системи.
Особливою популярністю користуються самофлюсующиеся припої з міді та фосфору з додаванням срібла. Такі речовини мають поліпшені показники деформації, вони досить жаростійкі (аж до 200°С), текучі, не провокують виникнення корозії елементів, що з'єднуються. Крім того, такі сполуки екологічно безпечні. Завдяки присутності в складі фосфору температура плавлення міді зменшується до 750°С; крім того, ця суміш характеризується однаковими температурними коефіцієнтами розширення з міддю, а значить, конструкція не буде відчувати перевантажень в місцях накладання швів.
Що потрібно для пайки
Перед початком робіт необхідно переконатися у наявності таких пристроїв і речовин:
- інструменти для підготовки труб;
- флюс і припій (люта) для пайки мідних труб;
- паяльник, газовий пальник або інші апарати для підготовки припою.
На першій стадії необхідно належним чином підготувати елементи майбутньої конструкції: за допомогою труборіза обрізати труби до потрібної довжини, за допомогою фаскознімачів створити на кінцях виробів рівні фаски без задирок, використовуючи труборозширювач, підігнати діаметр однієї труби так, щоб у неї входила друга.
Фаскознімачі виконуються у формі олівців або круглими. Останній варіант зручніший, але коштує дорожче, а максимальний діаметр оброблюваної поверхні — 3,6 мм.
Перед тим, як розширювати трубу, її треба попередньо прогріти або випалити, інакше неминучі численні механічні пошкодження, які загрожують подальшій герметичності трубопроводу.
Зсередини труби чистять за допомогою йоржиків або м'яких губок, зовні — за допомогою щіток.
На сопло пальника для пайки мідних труб надівається рефлектор, що допомагає уникнути тепловтрат і не допустити займання знаходяться поблизу горючих сполук. Поверхня пайки необхідно нагрівати рівномірно.
Різновиди газових пальників
В цілому, попри широкий вибір пальників, всі вони складаються з одного набору базових елементів:
- пристосування для фіксації та утримання балонів з газом;
- форсунки;
- головки приладу;
- регулятора надходження газу, що дозволяє уникнути перевитрати палива або недостатнє нагрівання робочої поверхні;
- редуктора пальника.
Крім того, в залежності від фірми-виробника та марки вироби, пальники можуть забезпечуватися додатковими елементами, такими як наконечники, перехідники та інші.

По температурі розігрівання робочого середовища пальники поділяються на:
- побутові вироби (досягається температура горіння газу 1000-1500°C);
- промислові газові пальники (відповідний параметр — 1500-2000°C).
В залежності від того, яка газова суміш використовується під час роботи приладу, пальники підрозділяють на:
- пропанові — найпоширеніші інструменти, бувають універсальними та спеціального призначення; характеризуються можливістю запалювання з використанням п'єзоелементів та економії газу, що надходить;
- використовують MAPP-газ — їх відмінна особливість — підвищена енергія спалювання газу при збереженні м'якості полум'я, що перешкоджає пошкодження труби;
- ацетилен-кисневі — можуть бути оснащені одноразовим газовим балоном або працювати стаціонарно; використовуються при роботах на магістралях.
Для з'єднання припоєм кутових конструкцій і замикаючих елементів трубопроводу використовуються газові паяльники для мідних труб.
Газові пальники зі стаціонарними та одноразовими балонами
Найбільш зручні для проведення робіт пальника, оснащені одноразовими знімними газовими балонами. Як паливо для таких пальників використовуються пропан, ацетилен й інші газові суміші. Регуляція надходження газу на горіння здійснюється за допомогою обертання розташованого на ручці пальника вентиля.
Переваги пальників з одноразовими балонами:
- легкість перенесення — пальник і балон можна компактно скласти та перенести в будь-яке місце;
- простота використання — з інструментів зручно приймати необхідні для роботи положення тіла;
- відсутність потреби в джерелі електроенергії;
- багатозадачність — на один держак можливо кріпити кілька різних сопел;
- можливість регулювання інтенсивності полум'я, отже, швидкості нагрівання елементів і припою;
- безпека роботи досягається внаслідок використання зворотних клапанів, у разі необхідності перекривають надходження газу;
- хороший результат пайки при дотриманні необхідних умов експлуатації обладнання.

Недолік таких пристроїв — необхідність заміни балона після кожного процесу пайки.
Перевага стаціонарних пальників — вища температура полум'я, при якій можливо розплавити більшість металів і сплавів і отримати з'єднання високої якості.
При використанні пальників для пайки мідних труб твердим припоєм діаметр з'єднання можна зменшити у два рази. У більшості випадків рекомендується для такої пайки вибирати ацетилен-кисневі пристрої.
Вибір пальника
Інструмент слід вибирати в залежності від передбачуваної сфери використання (комерційного або в приватному порядку), застосування (паяння виробів, розрізання, прогрівання, термічної обробки, проведення робіт на вітрі), адресу фірми (на ринку представлені вироби відомих і не дуже виробників з багатьох країн) і фінансових можливостей. Зрозуміло, чим більше ціна, тим зазвичай вище якість пальника, але для приватного користування буває достатньо і не дуже дорогого інструменту.

Характеристики, на які треба звернути увагу при виборі:
- вид пальника — з інжектором або без нього;
- потужність інструмента — чим більше, тим краще;
- на якому паливі буде працювати пальник — пропані, ацетилені й т. д.; деякі пальники можуть працювати з декількома видами газових сумішей, але вони менш надійні;
- призначення — для паяння, різання тощо;
- матеріали, з якими пальником можна працювати.
Правила пайки
Пайка мідних трубок газовим пальником — досить небезпечна та відповідальна процедура, що вимагає дотримання певних правил:
- Перед початком роботи потрібно очистити поверхні з'єднуваних елементів від мастила, бруду та інших сторонніх речовин. Використовувати дряпають матеріали для цього не можна.
- Щоб повітря не проникало в шов, з метою поліпшення плавкости припою і поверхневого зчеплення матеріалів на поверхню наносять високотемпературні або низькотемпературні флюси.
- Нагрівати елементи конструкції треба рівномірно, не допускаючи перегріву припою і матеріалу труб, погіршує з'єднання;
- Між поверхнями, що з'єднують труби, слід залишити зазор близько 25-125 мкм;
- Після закінчення пайки флюс, щоб уникнути корозії, потрібно видалити.
Алгоритм пайки мідних труб
При використанні м'якого припою порядок дій наступний:
- Готують заздалегідь розширену трубу і другу, що вставляють у першу, стик в стик, додатково засвідчити в точності роботи та наявності невеликого зазору між елементами.
- На місце з'єднання тонким шаром за допомогою щітки наносять флюс.
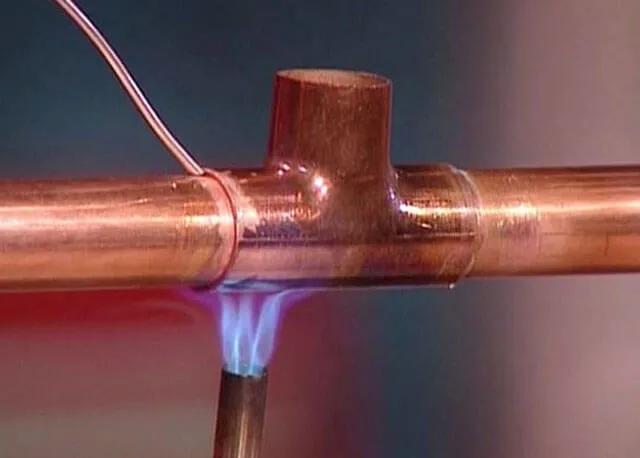
- Пальником рівномірно прогрівають елементи майбутньої конструкції до 300-400°C, орієнтуючись на відтінок флюсу: коли він змінює колір на більш темний, можна приступати до останньої стадії та вносити припій.
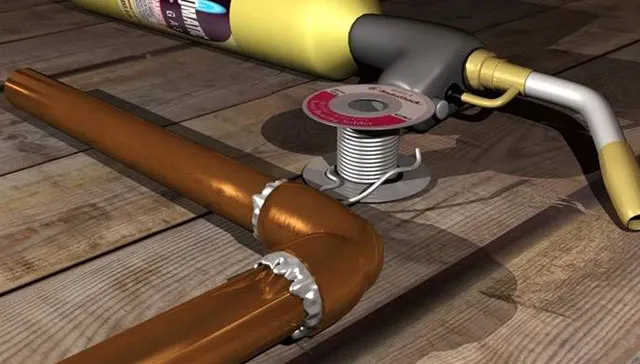
- Кінець дротяного припою заводять в зону стику виробів, він плавиться і просувається по флюсові до місця утворення шва. Для рівномірності заповнення припоєм зазору труби під час роботи з невеликою постійною швидкістю обертаються навколо власної осі.
- Після закінчення пайки готовому з'єднанню дають остигнути, флюс видаляють з поверхні виробів.

Застосування твердого припою проводиться в такому порядку:
- Збирається, як і в першому випадку, стик труб, після чого обробляється флюсом.
- Що сполучається вузол прогрівається і встановлюється на жаростійку поверхню.
- На місце кріплення наноситься підігрівається грілкою припій. Його теж потрібно наносити рівномірно, уникаючи перегрівання конструкції.
- З'єднання повертається навколо осі для рівномірного заповнення припоєм шва.
- Спаяні з'єднання залишається на місці до остигання, після чого залишки флюсу видаляються.
Вкрай важливо дотримуватися впродовж роботи техніки безпеки: використовувати захисні рукавиці, окуляри та інші елементи, не проводити роботи з пальником поблизу легкозаймистих речовин.
Процес пайки труб в цілому нескладний, його можна проводити як з участю фахівців, так і самостійно.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.