
Як правильно паяти мідні труби – матеріали та інструменти, правила виконання робіт
Зміст:
Як з'єднують мідні труби
Переваги зварного методу з'єднання мідних труб
Яка буває пайка, і який інструмент необхідний
Припої для пайки в домашніх умовах
Як правильно паяти, використовуючи флюс
Використання труб з міді та її сплавів давно вже не виглядає чимось незвичайним при облаштуванні сучасних опалювальних систем: таким чином все частіше оснащуються магістралі з транспортування води та газу, сучасні системи кондиціювання повітря та холодильні встановлення різного типу. Проводячи монтажні роботи, важливо знати, як правильно паяти мідні труби.
Як з'єднують мідні труби
При формуванні нероз'ємних з'єднань з виробів даного типу в основному використовується пайка. Цей давно відомий метод стикування мідних виробів реалізується користуючись з насичення контактної зони спеціальних розплавленим зчіплюючим розчином – припоєм.
Вивчаючи те, як злютувати мідні труби, важливо пам'ятати, що для надійного зварювального контакту температура плавлення припою повинна лише трохи поступатися аналогічному параметру з'єднувальних трубок. Проводячи самостійне злютовування мідного трубопроводу, важливо дотримуватися особливої акуратності. Найкраще перед цим добре вивчити технологію, як зварювати мідні труби.
Переваги зварного методу з'єднання мідних труб
Мідні зварні з'єднання мають безліч позитивних відгуків щодо своєї надійності, що робить їх ще популярнішим.
Серед найбільш значних позитивних якостей мідної пайки можна виділити наступне:
- Зварні мідні вироби виходять дуже міцними та довговічними.
- Мідь належить до найпростіших в обробці та доступних матеріалів.
- Зварювальний контакт має дуже значний простір при виборі найбільш відповідних умов – так званого «регулювання режиму зварювання».
- Облаштовуючи з'єднання методом пайки, нема потреби в наявності стандартних перехідників і фітингів. Таким чином досягається значна економія фінансів при організації системи опалення.
Яка буває пайка, і який інструмент необхідний
Проводячи спеціальні операції зі зварювання труб різного перерізу, в основному застосовують такі температурні режими:
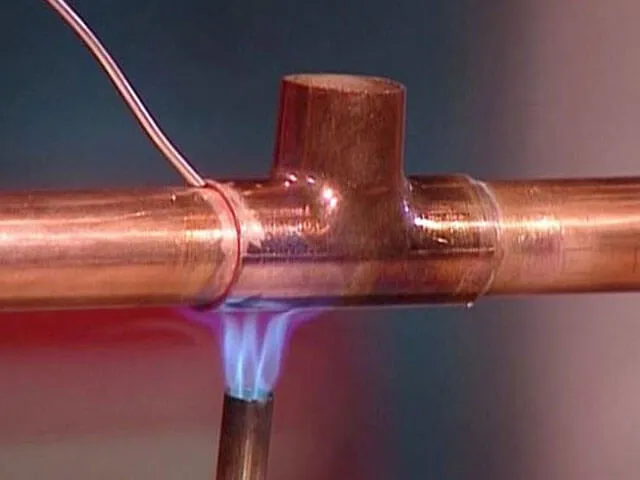
- Високотемпературний. Передбачає термічне прогрівання ділянки плавлення до +900 градусів. Зазвичай таким чином паяють заготівлі, що знаходяться під постійними навантаженнями.
- Низькотемпературний. Цей режим особливо підходить для побутового застосування. Робоча температура по лінії контакту зазвичай не перевищує в цьому випадку +450 градусів.

Щоб процес з'єднання трубок методом пайки відбувався максимально комфортно, для цього знадобиться наявність такого інструменту:
- Спеціального захоплення-труборіза, для отримання рівного зрізу труби за місцем її майбутнього стикування.
- Обладнання для зняття фасок і видалення задирок.
- Особливого розширювального пристосування, за допомогою якого проводиться підготовка місця стикування потрібної глибини. Цей показник зазвичай співвідноситься з діаметром труб, що стикуються.
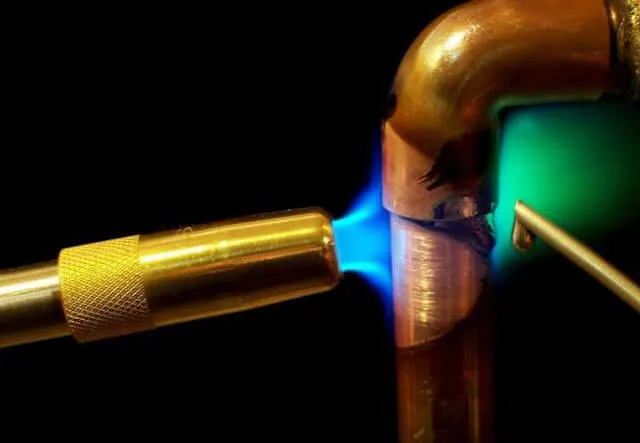
- Зварювального апарату або газового пальника. Вони також служать інструментом для паяння труб з міді.
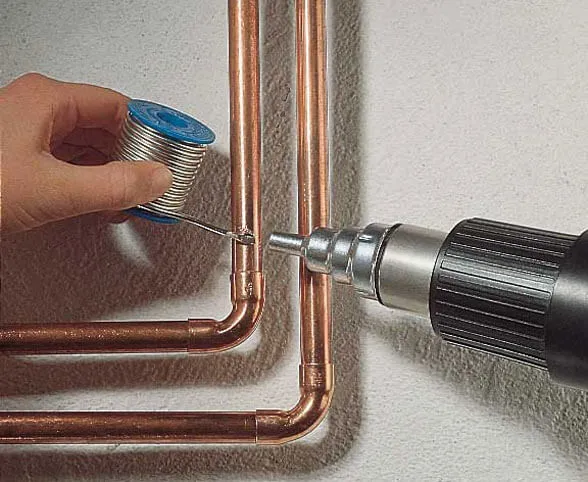
- Термічного фена, який швидко розігріває стикувальні ділянки до +650 градусів. Застосовується в тих випадках, коли робота проводиться легкоплавким припоєм. Даний зварювально-розігріваючий апарат дає можливість досягати простого дотримання необхідного температурного режиму за місцем пайки, з можливістю підтримки його в необхідних межах. Як правило, в комплектацію пристосування входять змінні насадки, що дають можливість направляти гаряче повітря чітко на потрібну ділянку трубопроводу.
Перед тим, як варити мідні труби, важливо дізнатися, які саме робочі матеріали слід застосувати в якості робочих припоїв. Характеристики тугоплавкости дозволяють розділити їх на тверду і м'яку категорію. Читайте також: "Як виконується з'єднання мідних труб пайкою і без неї".
Припої для пайки в домашніх умовах
Така назва використовується для позначення припоїв з високим рівнем важкотопності. Зовні вони мають вигляд довгих стрижнів з довільним профілем, що дуже зручно у тому випадку, коли метал розігрівають безпосередньо в області пайки до температури +900 градусів.
Такий режим дозволяє отримати паяний контакт високого ступеня якості та надійності. Область застосування даних паяльних матеріалів – ремонтно-відновлювальні роботи на особливо відповідальних магістралях. Таким самим чином ремонтуються промислові кондиціонери та спеціальне холодильне обладнання.

Найчастіше мова йде про використання самофлюсівних міднофосфорних складів, до складу яких входять добавки типу Cu94 P6 і Cu92 P6 Ag2. Додавання срібла або фосфору (6%) практично неможливо помітити, однак вони сприяють швидкому зниженню робочої температури плавлення до позначки +750 градусів. При цьому показник фактичного розширення використовуваного матеріалу практично ідентичний аналогічним параметрам міді. Користуючись з цього з'єднання виходить міцним і надійним.
Що стосується так званих «м'яких» припоїв, то з їх допомогою проводиться низькотемпературна обробка мідних виробів в домашніх умовах. Найчастіше вони виглядають, як дуже тонкі дротики, виготовлені на основі олова, свинцю, цинку та їх сплавів. Така форма припою дуже зручна при розв'язанні питання, як злютувати мідні трубки в домашніх умовах.
Як правильно паяти, використовуючи флюс
Щоб самостійно паяти мідні трубки, важливо максимально спростити цей процес. Спеціально для цього практикується застосування спеціальних пастоподібних або рідких речовин, які називаються флюсами.
Для того, щоб проведена операція з міддю була успішною, важливо правильно підібрати найбільш відповідний для цих цілей флюс. Як і у випадку з припоями, даний тип матеріалів буває низькотемпературним, з максимальним ступенем нагрівання (+450 градусів), і високотемпературним.

За допомогою даних хімічних реактивів можуть досягатися наступні цілі:
- Перед тим, як зварити мідну трубку, із зони пайки видаляються шкідливі оксиди та інші перешкоджають якісному з'єднанню речовини.
- Робоча зона отримує додатковий захист від кисневого впливу, яким зазвичай багате навколишнє середовище. Цим самим використовувані для паяння речовини зберігаються від вступу до непотрібних в такому випадку хімічних реакцій.
- Флюси дуже зручні для формування найбільш відповідних умов, що дозволяють припою максимально рівномірно розподілятися по всій області стикування. Як результат, мідне з'єднання отримує необхідну стійкість до термічного і вібраційного впливу, що оберігає його від появи пропусків і протікань.
- Ступінь адгезії мідної труби та припою, завдяки вмісту в складі флюсів компонентів, досягає необхідного рівня якості. Особливо це важливо в тому випадку, якщо магістраль переживає впливу на розрив.
Дотримання потрібної температури під час роботи дозволяє розігрітому припою рівномірно покривати всі частини з'єднуваних заготівель, що забезпечує з'єднанню потрібний ступінь надійності. Коли зона пайки охолоне, її очищають від всіх надлишків припою.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.