
Як краще зробити врізку в ПНТ трубу – перевірені часом матеріали та способи
Зміст:
Основні моменти процесу врізання в ПНТ труби
Елементи для організації відводів
Врізання в трубу без зварювання за допомогою хомутів
Характерні особливості трубопроводів
Накладний догляд або патрубок накладки
Вентилі для врізки під тиском в поліпропіленові труби
Фланцева та електрозварна сіделка для врізки в труби ПНТ
Врізка в труби з різних матеріалів передбачає підключення додаткового відведення або каналу до основного трубопроводу. Процес виконання подібних робіт відрізняється деяким ступенем складності, тому потрібні спеціальні інструменти, акуратність, а також знання всіх особливостей. При врізанні в центральний канал необхідні дозвільні документи на проведення робіт такого типу.

Основні моменти процесу врізання в ПНТ труби
Трубопроводи, виконані з поліетилену низького тиску, сьогодні не є рідкістю. А сучасні технології дозволяють уникнути при врізанні в такі магістралі багатьох труднощів, які могли б зустрітися при роботі з металевими трубами:
- Врізка в ПНТ трубу вимагає зупинки потоку води чи газу тільки у виняткових випадках. Це особливо важливо, якщо роботи проводяться на магістралі, до якої приєднані промислові підприємства, медичні заклади та дитячі садки. Ці об'єкти не можуть нормально функціонувати без води. Крім того, відсутність тепла або води в житлових будинках може спричинити різке невдоволення мешканців.
- Використання ПНТ елементів полегшує процес експлуатації трубопроводу і виконання ремонтних робіт. Врізка в сталеві труби передбачає використання великогабаритних деталей, що мають до того ж чималу вагу. Це потребує великих матеріальних і трудових витрат.
- В більшості випадків монтаж запірного пристрою, необхідного для перекриття потоку, передбачає облаштування спеціальних колодязів або камер. Для здійснення врізки в ПНТ трубу використовується спеціальний вентиль, який повністю перекриває потік або регулює його.
Елементи для організації відведень
Врізка в поліетиленовий трубопровід здійснюється за допомогою наступних засобів:
- Сідельна муфта для вирізки холодним методом.
- Різні вентилі, що дозволяють виконувати врізання під тиском.
- Накладний догляд.
- Сіделка фланцева.
- Муфта сідлова поліетиленова електрозварна під пайку.

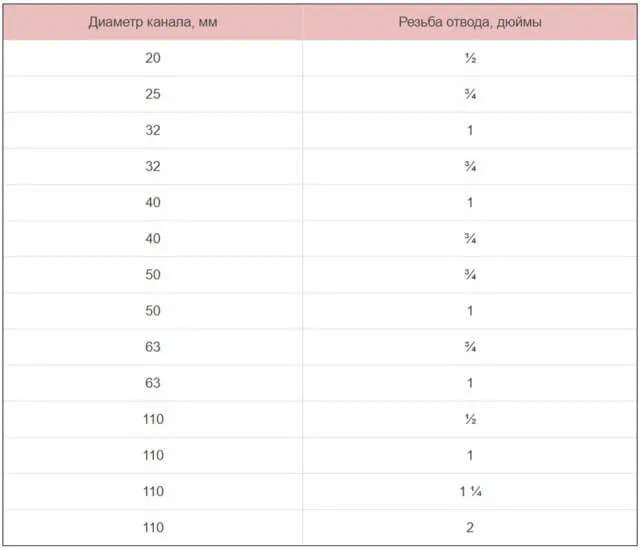
За допомогою трубопроводів, що мають різьбовий вихід, здійснюється організація відведення другорядних каналів від основної магістралі, по яких транспортується вода питного і технічного призначення (прочитайте також: "Види трубопроводів на трубу ПОН, варіанти монтажу та встановлення"). Широке застосування таких елементів зазначено в системах поливу і зрошення господарств індивідуального користування.
Вентиль для врізки під тиском - це спеціальна деталь, якій відведено виконання наступних функцій:
- Відведення для монтажу різних відгалужень трубопроводу.
- Запірна арматура, яка перекриває або регулює рух робочого середовища.

Накладний догляд може використовуватися тільки на перекритих каналах. Фіксація механізму на трубі здійснюється за допомогою позиціонуючого ременя. Патрубки накладки такого елемента не мають. Деталі такого виду випускаються різного діаметрального перерізу, при цьому у деталей першого типу він може перебувати в межах від 5 до 31,5 см, а у других - від 31,5 до 120 см.
Фланцева сіделка на пропіленову трубу знаходить своє застосування при складанні та реконструкції каналізаційних каналів і мереж водопостачання. Допускається встановлення деталі на газопроводи з робочим тиском не більше 10 атмосфер і водопроводи з тиском не вище 16 атмосфер. Застосовувати з'єднання іншого типу на газопроводах не дозволяється. Читайте також: "Як виконується врізання в трубу водопроводу – варіанти для різних матеріалів".
Врізання в трубу без зварювання за допомогою хомутів
Для виробництва хомутів для врізки труби використовується поліетилен або поліпропілен чорного і синього кольору. На таких деталях не утворюються вогнища корозії, тому вони відрізняються тривалим експлуатаційним періодом. Для більш надійного і герметичного з'єднання вироби мають ущільнювальне гумове кільце, яке розташовується в спеціальному пазі.
Крім того, деталь має дві частини: нижню відповідь і верхню з різьбовим відведенням. Встановлення такого хомута на канал передбачає стягування частин за допомогою болтів затискного типу. Кількість затискних елементів визначається по діаметру елемента, найчастіше від 2 до 6 штук. Використовуючи різьбовий вихід, вкручують перехідні елементи для подальшого влаштування відведень. Читайте також: "Як використовувати хомут ремонтний для труб водопостачання – способи".
Монтаж хомутів для поліетиленових труб слід виконувати тільки після попередньої перевірки комплектації, щоб були присутні всі елементи деталі. Крім того, сіделка повинна повністю відповідати діаметру труби з поліетилену низького тиску. Щоб перевірити цей параметр, половинки хомута прикладають до труби. Потім визначають місце, де буде встановлений різьбовий хомут, і маркером відмічають точку просвердлювання отвору.
Виконавши всі підготовчі роботи, починають проробляти отвори, використовуючи електричний або ручний дриль відповідного розміру. За допомогою гострого ножа з країв готових отворів знімають задирки та стружку і переходять до встановлення хомута. Щоб уникнути деформації або перетягування пластмасових елементів, гайки затягують рівномірно хрест-навхрест.
Характерні особливості трубопроводів
Виконати якісне герметичне врізування в ПЕ трубу допомагає сіделка для каналів ПОН, саме цей елемент вважається найбільш ефективним варіантом в таких ситуаціях. Не рекомендується розрізати полімерні труби та з'єднувати їх за допомогою трійника або компресійної муфти.
По-перше, пластикові елементи великого діаметра не відрізняються особливою гнучкістю, що може викликати труднощі при вході труби в з'єднувальний елемент. По-друге, в процесі різання труба може деформуватися, що також викликає певні складності. По-третє, якщо в деталі компресійної муфти потрапить бруд, то міцність і герметичність з'єднань буде порушена.
У більшості випадків сіделка для врізки в труби з поліетилену низького тиску проводять з поліпропілену кополімеру ВП-Б. Готові елементи, що мають діаметр від 20 до 63 мм, можуть експлуатуватися під тиском не більше 1,6 МПа, якщо температура навколишнього середовища становить 200С. При використанні деталей з діаметром від 75 до 110 мм робочий тиск знижується до 1,25 МПа.
Накладний догляд або патрубок накладки
Для виготовлення накладних відходів застосовують поліетилен ПЕ100. Монтаж такого елемента кВ труби з поліетилену низького тиску виконується приварюванням електродифузійного або електромуфтового зварювання. Для цього нижня частина накладного догляду оснащена спеціальною нагрівальною спіраллю, яка під впливом струму починає нагріватися. В результаті поверхня поліетиленової труби та підошва патрубка плавляться.
Патрубок має спеціальну накладку від заводу-виробника зі штрих-кодом, у якому вказана інформація для зварювального пристрою. Завдяки цьому автоматично налаштовуються час зварювання та охолодження і параметри переданого на спіраль струму. Виробники патрубків гарантують бездоганне функціонування готового вузла протягом чверті століття.

На відміну від електрозварювальної сіделки у накладного догляду відсутня спеціальна фреза для врізки в трубопровід, але він відрізняється низькими витратами на роботу, що передбачає прокладку каналів. Попри те, що встановлення такого фітинга може виконуватися тільки на відключених каналах, елементи мають правильний кут відведення. Патрубки такого типу можуть випускатися великих діаметрів.
Великі розміри та незначна вага сприяють більш простому монтажу накладних відходів. Це дає можливість виконувати роботи на об'єктах, що будуються і функціонуючих трубопроводах, у важкодоступних місцях, наприклад, в міських оглядових колодязях. Крім того, встановлення таких фітингів не вимагає розрізання труби ПНТ, тому займає невелику кількість часу.
Вентилі для врізки під тиском в поліпропіленові труби
Вентилі використовуються для врізки в наступні типи трубопроводів: безнапірні, водонапірні, що працюють під тиском не вище 16 атмосфер, газові, тиск яких не перевищує 10 атмосфер. При цьому врізання в ПНТ трубу під тиском виконується без відключення основної гілки. Завдяки конструктивним особливостям фрези процес врізки не вимагає особливих зусиль. Вентилі можуть використовуватися для врізки в поліетиленові трубопроводи, що мають діаметральний переріз 63, 90, 110, 125, 160 та 225 міліметрів.
Врізка виглядає наступним чином: кільцева фреза, що має верхній і нижній упор, під керуванням сталевого привідного шпинделя фрезерує трубну стінку і ковзає по металевій гільзі. Механізм оснащений металевими елементами, які не вимагають технічного обслуговування і додаткової ізоляції. Запірний вентиль легко управляється за допомогою штанги.

Щоб виключити протікання на ділянках з'єднання, необхідно вибирати фрезу меншого діаметра, ніж внутрішній перетин відводу.
Вентиль для врізки під тиском монтується за допомогою електромуфтового зварювального апарату. Нижня частина деталі оснащена відкритим нагрівальним елементом, який сприяє оптимальній теплопередачі. Відвідний патрубок приєднується до каналу, діаметр якого становить 32, 40, 50 і 63 міліметри.
Фланцева та електрозварна сіделка для врізки в труби ПНТ
Врізку в ПНТ трубопроводів, що працюють під тиском не більше 16 атмосфер, а також мають діаметр 8-60 см і вихідний фланець 4-15 см, виконують за допомогою фланцевої сіделки. Ця деталь дозволяє одночасно проводити кріплення запірної арматури, фланцевих кранів та засувок другорядних каналів, що мають приварений фланець. Для виготовлення доглядальниці на ПНТ трубу використовується ковкий чавун з епоксидним порошковим покриттям, що захищає елементи з металу від утворення корозійних процесів і різних агресивних середовищ.
Кріпиться деталь за допомогою двох хомутів в рухомому гумовому кожусі, які спрощують монтаж деталі. Гумова ущільнювальна частина сіделки забезпечує міцне і герметичне з'єднання.

Встановлення електрозварювальної сіделки виконується наступним чином:
- Прикладають до поверхні труби верхню частину деталі та обводять її контур.
- Поліетиленовий канал очищають від епоксидного шару на глибину до 0,15 мм.
- Знежирюють поверхні, що з'єднуються.
- Встановлюють сіделку на трубу.
- Виконують зварювання за допомогою електромуфтового зварювального пристрою.
- За допомогою фрези, що дозволяє працювати на трубопроводі під тиском, в трубі вирізають отвір.
- Знімають кришку відведення, вкручують фрезу до нижнього упору, вивертають фрезу назад і надягають кришку на місце.
Врізка без зварювання в трубопроводи, виконані з поліетилену низького тиску, особливо актуальна при підключенні побутової техніки до системи водопостачання або при створенні додаткового відведення каналізації.
УВАГА!
Не робіть ПОМИЛОК у розрахунку!
Використовуйте будівельні калькулятори онлайн - розрахунок будівельних матеріалів та конструкцій для ремонту і будівництва швидко та точно.